Propiedades de los Aceites Lubricantes

Punto de Escurrimiento
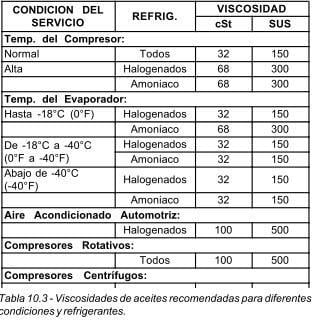
Los valores recomendados de punto de escurrimiento de aceites para refrigeración son:
Punto de Floculación


Punto de Inflamación y Punto de Ignición
Punto de Inflamación Punto de Ignición
Rigidez Dieléctrica

La presencia de materias extrañas en un sistema de refrigeración es, de por sí, razón suficiente para considerar está prueba importante. Además, con el creciente uso de compresores herméticos y semiherméticos, es una absoluta necesidad que un aceite para refrigeración tenga un valor alto de rigidez dieléctrica, puesto que, un aceite con baja resistencia eléctrica, sería un factor que contribuiría a ocasionar cortos circuitos en los devanados.
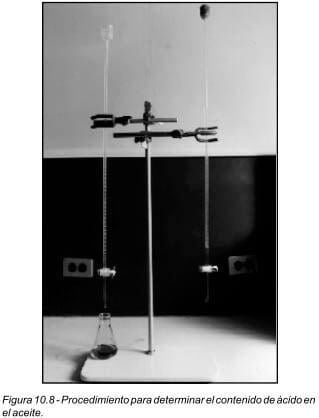
Número de Neutralización
Carbonización
Peso Específico
El peso específico, principalmente sirve para fines de obtener el peso de un litro de aceite, sin necesidad de pesarlo. También puede ser una indicación del tipo de crudo del cual fue refinado. El peso específico se determina con un hidrómetro, el cual se introduce en el aceite que previamente se tiene en una probeta grande. En la escala del hidrómetro, se lee directamente el valor del peso específico a la temperatura de la muestra. El valor real se obtiene de tablas, convirtiéndolo a la temperatura de 15°C. Los aceites que han sido derivados de diferentes tipos de crudos, poseen diferentes pesos específicos, pero esto no necesariamente tiene relación con la calidad del aceite.

Tendencia a la Corrosión
La tendencia a la corrosión de un aceite para refrigeración, es una medida sobre la presencia de los indeseables compuestos de azufre, los cuales causan corrosión a las superficies metálicas internas. Este valor se determina mediante la prueba de corrosión de la lámina de cobre. Una tira de cobre pulida, de aproximadamente 1.5 x 8 cms., es sumergida en la muestra de aceite contenido en un tubo de vidrio, tal como se muestra en la figura 10.10. Este tubo se tapa y se mete a un líquido caliente o a un horno, durante tres horas a 100°C. Se saca la tira de cobre, se enjuaga con solvente, y se examina para ver si sufrió decoloración, si se manchó o esta picada, o si muestra cualquier otra evidencia de corrosión. Si el cobre está ennegrecido, es indicación de la presencia de azufre elemental o suelto. Si el cobre está definitivamente manchado o café, es indicativo de la presencia de aditivos con contenido de azufre. Si esto sucede, es indicio de que hay azufre en el aceite, como consecuencia de una mala refinación. Los aceites bien refinados, no causan mas que un ligero manchado del cobre en esta prueba, y no deben contener azufre en cantidades que puedan causar corrosión. El azufre sólo es nocivo para los aceites que se utilizan para refrigeración, y en presencia de humedad, forma ácidos, causando lodos y serios problemas mecánicos.

Oxidación Acelerada
Humedad
Color

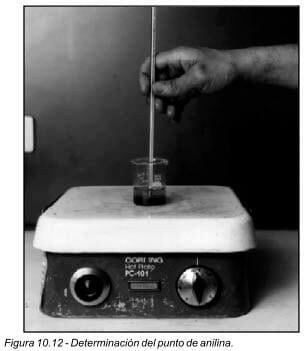
Punto de Anilina
Estabilidad Térmica
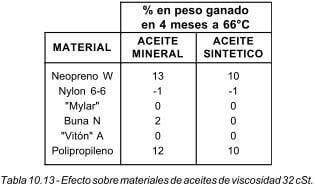
Compatibilidad con Otros Materiales