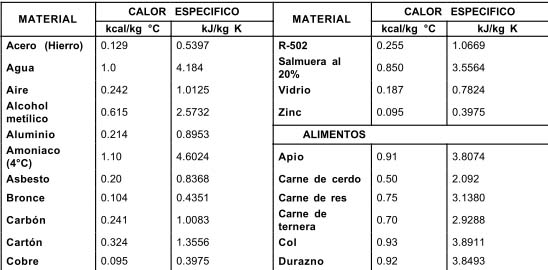
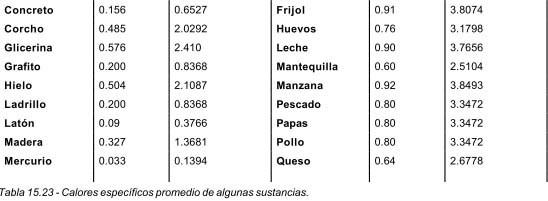
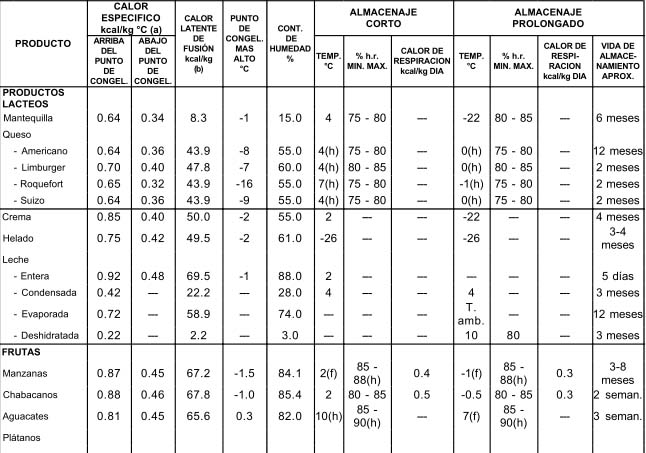
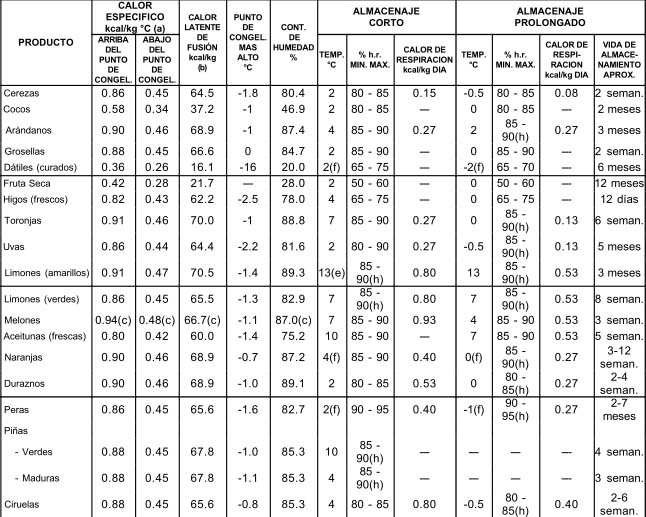
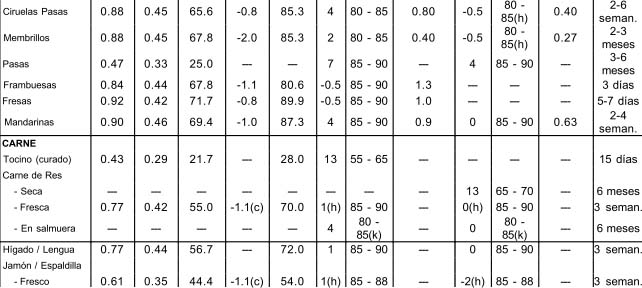
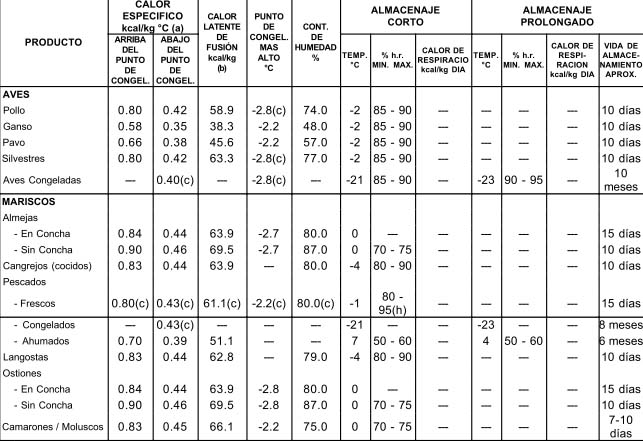
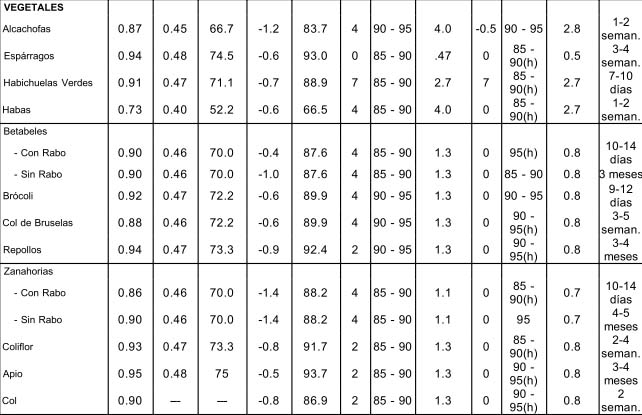
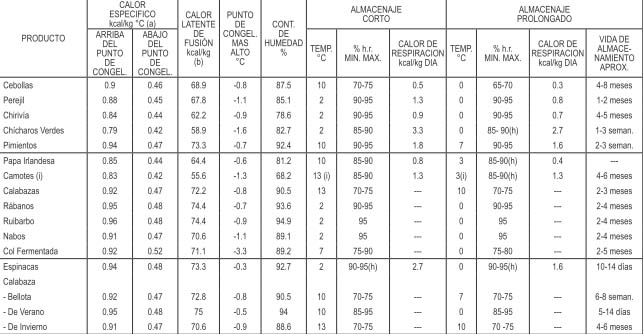
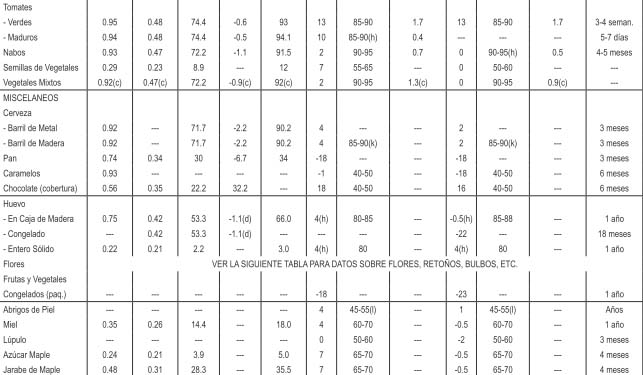
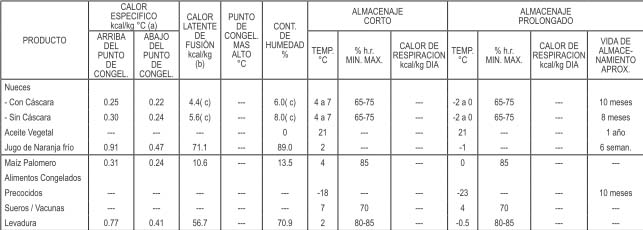
Notas: a. Los calores específicos para productos no incluidos en la lista, se pueden estimar como sigue:
Calor específico arriba de cong elación = 0.20 + (0.008 x % agua).
Calor específico abajo de cong elación = 0.20 + (0.003 x % agua).
b. Los calores latentes de fusión para productos no incluidos en la lista, se pueden estimar como sigue:
Calor de fusión = % agua x 79.7 kcal/kg.
c. Valor promedio.
d. Los huevos con albúmen (clara) débil, se congelan abajo de -1°C.
e. Los limones en los mercados terminales se acostumbra almacenarlos entre 10 y 13°C; algunas veces se usa 0°C.
f. La temperatura óptima de almacenamiento, varía ampliamente con la región donde se cultivan y/o con la variedad.
Por ejemplo, las temperaturas recomendadas para manzanas andan en el rango de 0°C (Golden Delicious)
a 3.5°C (McIntosh).
g. El período de almacenamiento permisible, varía ampliamente con el tipo de producto.
h. Las condiciones de diseño del cuarto son críticas.
i. Los camotes deberán curarse de 10 a 14 días a 30°C, y una hr entre 85 y 90% para un almacenamiento exitoso.
j. En los casos donde el producto es sellado del aire, o donde el % de hr no es crítico, la humedad relativa se dejó
en blanco (---).
k. Con barriles de madera se requiere alta humedad para evitar que se resequen y resulten fugas.
l. Es deseable una humedad constante.
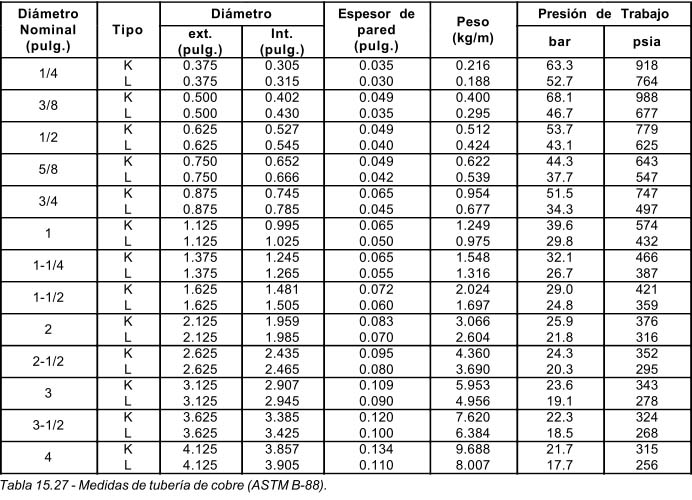
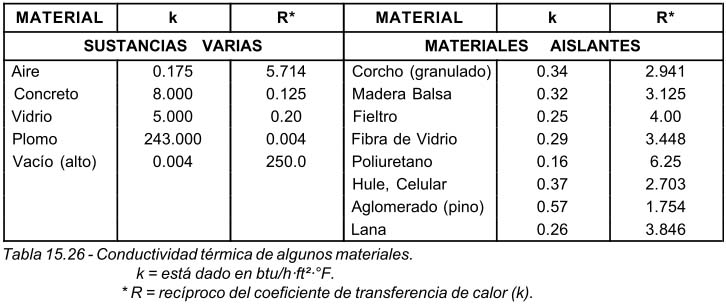
Tubería de Cobre - La mayoría de la tubería utilizada en refrigeración es de cobre (excepto con amoniaco). La tubería de cobre viene disponible en tipos rígido y flexible. Ambos tipos los hay disponibles en dos espesores de pared, K y L. El tipo K es de pared gruesa, y el tipo L es de espesor mediano. La tubería más usual en refrigeración es el tipo L. El cobre suave se presenta en rollos de 8 m y 15 m, y se utiliza principalmente en refrigeración doméstica y comercial. Es muy flexible y se dobla fácilmente. Se fabrica en diámetros desde 3/16 hasta 3/4 de pulgada. El tubo de cobre duro o rígido, se usa en refrigeración comercial y aire acondicionado. No se debe doblar ni hacer conexiones "flare", las uniones son soldadas. Se presenta en tramos de tubo de 6 m.
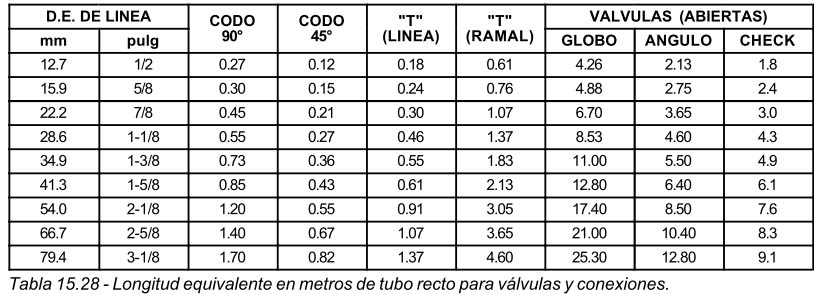
Longitud Equivalente de Tubería - Cada válvula, conexión, accesorio y vuelta en una línea de refrigeración, contribuye a la caída de presión por fricción debido a su restricción a un flujo estable. Debido a la complejidad de calcular la caída de presión a través de cada una de ellas en lo individual, la práctica normal es establecer un equivalente en longitud de tubería recta para cada accesorio.
Procesos de Soldadura Capilar para Tuberías de Cobre Rígido
Antes de ver paso a paso el proceso recomendado para soldar tubería de cobre rígido, mencionaremos algunas de sus características y ventajas.
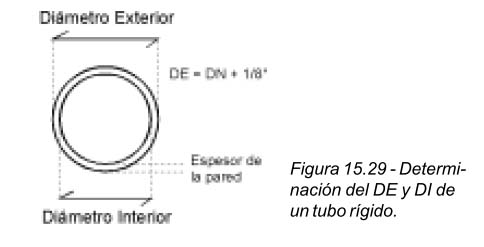
Diámetros Nominal, Exterior e Interior
Los diámetros de las tuberías rígidas son nominales. Para conocer el diámetro exterior correspondiente, se debe sumar 1/8 de pulgada al diámetro nominal y, si se quiere conocer el diámetro interior, bastará con restar dos veces el espesor de la pared correspondiente. Ver figura 15.29.
Las principales características y ventajas de la tubería de cobre rígido son:
- Resistencia a la corrosión.
- Se fabrican sin costura.
- Continuidad de flujo.
- Facilidad de unión.
- Fácil de cortar y de soldar.
Conexiones Soldables
Las conexiones soldables para unir tubería de cobre, son fabricadas de tal manera que permiten, una vez ensambladas, tener juego de muy pocas milésimas, justamente lo necesario para realizar el proceso de soldadura capilar. Todas las conexiones cuentan con un tope o asiento en su interior, que permite introducir el extremo del tubo de cobre, no dejando ningún espacio muerto que pudiera crear turbulencias en los fluidos. Además, todas las conexiones soldables vienen grabadas en los extremos, con la medida del diámetro nominal de entrada.
Las conexiones soldables se fabrican de diferentes materiales: cobre, bronce y latón. La gama de conexiones es muy variada.
Las conexiones de cobre son las más recomendables para unir tuberías de cobre, puesto que son del mismo metal y tienen las mismas características. Se fabrican codos de 90 o y de 45 o , tees, coples, reducciones de buje y campana, etc...
Las conexiones de bronce son una aleación de cobre, zinc, estaño y plomo. Son piezas fundidas y posteriormente maquinadas, por lo que su superficie exterior es rugosa. Se fabrican también roscables, además de soldables, en variedades como codos, tees, coples, reducciones, yees, tapones, conectores, tuerca unión, etc.
Las conexiones de latón son aleaciones de cobre y zinc y piezas forjadas. Por lo regular, tienen un extremo soldable y uno roscado, para unir una pieza roscable con un tubo de cobre. Comercialmente, se identifican nombrando primero la unión soldable y luego la roscable.
Todos los tipos de conexiones antes mencionados, se pueden obtener fácilimente en el mercado, y para identificarlas existe una manera comercial, dependiendo del tipo y del diámetro nominal. Normalmente, una conexión que tiene el mismo diámetro en todos sus extremos, se nombra por su medida nominal. En el caso de conexiones con rosca, se debe indicar claramente el lado roscable y el tipo de rosca (interior o exterior). Para las conexiones soldables con reducción, se da primero el diámetro mayor y luego el menor, como en el caso de coples y codos reducidos. Las tees reducidas, tomando en cuenta que tienen dos lados en línea recta, se nombra primero el de mayor diámetro, luego el extremo opuesto y finalmente el diámetro del centro.
Proceso de Soldadura Capilar
La unión de tubería de cobre y conexiones soldables, se hace por medio de "soldadura capilar". Este tipo de soldadura se basa en el fenómeno físico de la capilaridad, que se define como sigue: cualquier líquido que moje un cuerpo sólido, tiende a deslizarse por la superficie del mismo, independientemente de la posición en que se encuentre. Al realizar una soldadura, se calientan el tubo y la conexión hasta alcanzar la temperatura de fusión de la soldadura, la cual correrá por el espacio entre el tubo y la conexión, cualquiera que sea la posición que estos tengan.
Tipos de Soldadura
En general, podemos decir que las soldaduras son aleaciones de dos o más metales en diferentes proporciones. Las soldaduras deben fundir a temperaturas menores que las piezas metálicas a unir.
Aunque existen muchos tipos de soldaduras, aquí hablaremos de las que sirven para unir tuberías y conexiones de cobre o aleaciones de éste. La unión de tuberías de cobre se realiza por medio de dos tipos de soldaduras: blandas y fuertes, según sea el caso. Estas soldaduras son :
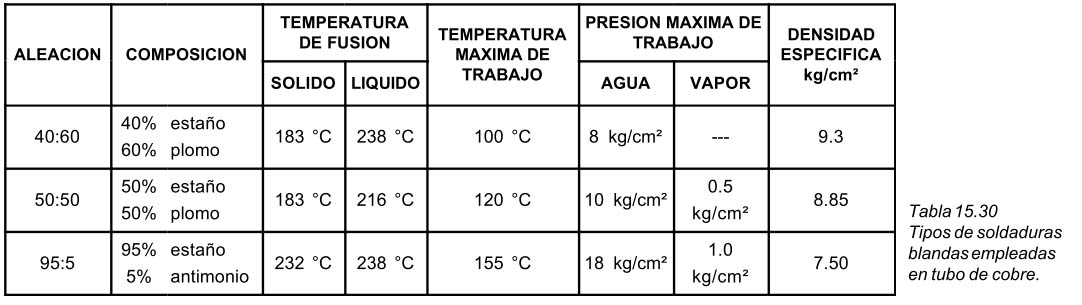
Soldaduras Blandas - Son todas aquellas que tienen su punto de fusión abajo de 450 o C (842 o F). Se utilizan principalmente en instalaciones hidráulicas en los desagües de los evaporadores, ya que no es recomendable someterlas a alta presión. Existen tres de uso común y se emplean de acuerdo al fluido. En la tabla 15.30, se muestran las características de estos tipos de soldaduras.
Soldaduras Fuertes - Estas se dividen en dos clases: las que contienen plata y las que contienen cobre y fósforo. Estos tipos de soldaduras tienen puntos de fusión mayores de 430 o C, y son las recomendadas para instalaciones de sistemas de refrigeración, aunque se prefieren las de cobre y fósforo para unir tuberías y conexiones de cobre.
El fósforo en este tipo de soldaduras, actúa como un agente fundente, y éstas son de menor costo que las de alto contenido de plata, por lo que en ocasiones, no se requiere aplicar fundente.
En las soldaduras de plata, la aleación varía desde un 5% hasta un 60% de plata, y su punto de fusión depende de esta aleación. Por ejemplo, una soldadura con 5% de plata funde a 675 o C, y con 15% de plata funde a 640 o C.
Las soldaduras de cobre y fósforo, tienen puntos de fusión mayores (700 o C) y alta resistencia a la tensión (2,800 kg/cm²). Existen soldaduras de cobre fosforado con con- tenido de 5% de plata, lo que le da mayor resistencia (más de 2,900 kg/cm²).
La selección de una soldadura fuerte, depende de cuatro factores principales:
- Dimensiones y tolerancias de la unión.
- Tipo y material de la conexión (fundida o forjada).
- Apariencia deseada.
- Costo.
Las soldaduras fuertes tienen la ventaja de que se pueden unir metales similares y diferentes a temperaturas relativamente bajas.
Fundente
El fundente tiene una función muy apropiada. Debe disolver o absorber los óxidos, tanto en la superficie del metal, como en la superficie de la soldadura, los cuales se forman durante el calentamiento. Para lograr esto, debe de adherirse tan ligeramente a la superficie metálica, que la soldadura pueda sacarla de allí conforme avanza sobre la superficie. El fundente no limpia el metal. Lo mantiene limpio, una vez que se ha removido la suciedad y el óxido.
Al aplicar cualquiera de las soldaduras blandas, es indispensable utilizar fundente. El fundente debe ser anticorrosivo o exclusivo para soldar tubería de cobre. Debe agitarse antes de usarlo. Debe aplicarse una capa delgada y uniforme con una brocha o cepillo, tanto al tubo como a la conexión. Debe evitarse aplicarlo con los dedos, ya que los compuestos químicos del fundente, pueden ser dañinos si llegan a los ojos o una herida abierta.
Los fundentes para soldaduras fuertes, son diferentes en composición que los de soldaduras blandas. No pueden y no deben intercambiarse. Los fundentes para soldaduras fuertes son a base de agua. El fundente puede ser una fuente de corrosión en un sistema. Debe evitarse que entre en él.
NOTA: Existen ciertos tipos de soldaduras, que en su interior contienen resina (alma ácida); sin embargo, estas soldaduras no son recomendadas para unir tuberías de cobre, pues el poder humectante del fundente que contienen, no es suficiente, ya que viene en mínimas proporciones, además de contener ácido.
El Soplete
Cuando se va a unir una tubería de cobre regida por medio de una conexión, es necesario aplicar calor. Este calor lo proporciona una flama lo suficiente intensa, que al aplicarla al tubo, la soldadura se derrita al contacto.
El artefacto que proporciona este calor es el soplete, el cual puede ser de diferentes combustibles: gasolina, propano, gas L.P. oxi-acetilono, etc.
La llama de un soplete tiene dos coloraciones, que corresponden a diversos grados de calor. La llama amarilla es luminosa pero no muy calorífica. Al abrir poco a poco la esprea, pasa más mezcla gas-aire si hay suficiente presión, desaparece la flama amarilla para convertirse en azul, que es más calorífica; y a medida que la esprea se abra más, se intensifica el calor.
Ya sea que el combustible sea acetileno, propano o gas natural (L.P.), hay tres tipos básicos de flamas que se producen, cuando se mezclan con el oxígeno en el soplete:
Flama Neutral - Es la que tiene enmedio un pequeño cono azul. Esta flama típicamente es la más caliente, y se utiliza cuando se requiere aplicar calor en un solo punto específico.
Flama Oxidante - Esta se produce cuando hay presente más oxígeno del necesario, para la combustión completa del gas. Se caracteriza porque el cono azul es el más corto, cuando se usa acetileno con oxígeno. Otra característica es el sonido áspero que hace el soplete, debido al exceso de oxígeno.
Este tipo de flama no se recomienda para soldar; el exceso de oxígeno, contribuye a la oxidación de los metales.
Flama Reductora -También llamada carburante, es la contraria a la flama oxidante. Esta flama tiene una proporción tal de gas-oxígeno que, hay presente un exceso de gas combustible. Se caracteriza por tener el cono azul más grande que el de la flama oxidante, con un cono suave y blanco alrededor del azul. Es la flama predominantemente recomendada para soldar.
La flama reductora ofrece varias ventajas. Primera, realmente ayuda a eliminar el óxido de la superficie de los metales. Segunda, calienta de manera más uniforme ya que, "envuelve" al tubo. Esto se logra aplicando la flama de tal manera, que la punta del cono blanco apenas toque el tubo. Tercera, se reduce el riesgo de sobrecalentar más en un solo punto como con las otras flamas.
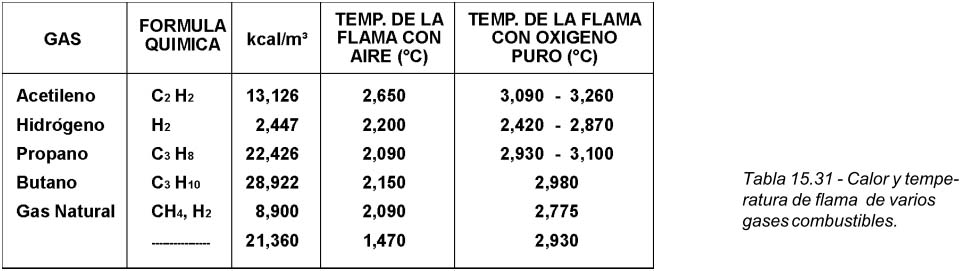
Hay diferencias de temperaturas entre los diferentes tipos de flamas, al igual que en los diferentes gases combustibles, como se muestra en la tabla 15.31.
Se recomienda que para soldar tubos hasta de 1", no se empleé una flama demasiado fuerte, pues el calentamiento de la unión sería demasiado rápido y no se podría controlar fácilmente, con el peligro de una evaporación inmediata del fundente y oxidación del cobre, lo que impide que corra la soldadura. En medidas mayores de 1", puede emplearse una flama intensa, pues aquí no existe ese peligro. En diámetros de 3" a 4", será conveniente aplicar más calor.
Proceso para Soldar
Antes de todo, se debe tener la certeza del uso que va a tener la tubería, para saber el tipo de soldadura y de fundente que se va a emplear. Como ya mencionamos, existen soldaduras blandas a base de estaño y plomo y soldaduras fuertes de cobre y fósforo, y de aleaciones de plata. Las soldaduras blandas tienen puntos de fusión menores de 430 o C, y las soldaduras fuertes tienen puntos de fusión mayores de 430 o C. Las primeras se usan en instalaciones hidráulicas y las otras en el sistema de refrigeración.
La teoría básica y técnica de soldado, son las mismas para todos los diámetros. Las variables son: las cantidades requeridas de tiempo, calor y soldadura, para completar una unión designada. Una buena unión es el producto de un técnico bien capacitado, que conoce y respeta los materiales y métodos que utiliza.
Los pasos básicos en el proceso de soldadura son los siguientes:
Medición - La medición del largo del tubo debe ser precisa. Si el tubo es muy corto, no alcanzará a llegar al tope de la conexión, y no se podrá hacer una unión adecuada.
Corte - El corte de un tubo puede hacerse de diferentes maneras, para obtener un corte a escuadra satisfactorio. El tubo puede ser cortado con un cortatubo, con una segueta, con disco abrasivo o con sierra cinta. Si se utiliza segueta, ésta debe ser de diente fino (32 dientes/pulgada) y deberá utilizarse una guía para que el corte sea a escuadra. Independientemente del método de corte que se utilice, el corte debe ser a escuadra, para que se pueda tener un asiento perfecto entre el extremo del tubo y el tope de la conexión, evitando fugas de soldadura. Se debe tener cuidado de no deformar el tubo mientras se está cortando.
Rimado - La mayoría de los métodos de corte, dejan rebabas en el extremo del tubo. Si éstas no se remueven, puede ocurrir erosión y corrosión, debido a la turbulencia y a la velocidad en el tubo. Las herramientas que se usan para rimar los extremos de los tubos son varias. Los corta tubos tienen una cuchilla triangular; se puede usar una navaja de bolsillo o una herramienta adecuada, como el rimador en forma de barril, el cual sirve para rimar el tubo por dentro y por fuera. Con tubo de cobre flexible, se debe tener cuidado de no ejercer demasiada presión, para no deformarlo. Un tramo de tubo rimado apropiadamente, tendrá una superficie suave para un mejor flujo.
Limpieza - La limpieza se hace fácil y rápida. Para que la soldadura fluya adecuadamente, es crucial que se remueva el óxido y la suciedad. Si esto no se hace, el óxido y la suciedad de la superficie pueden interferir con la resistencia de la unión y causar una falla.
La limpieza mecánica es una operación simple. El extremo del tubo deberá limpiarse utilizando lija de esmeril, lana de acero o fibra de nylon, en una distancia ligeramente mayor que la profundidad de la conexión. También deberá limpiarse la conexión por dentro, utilizando lija o cepillo de alambre del tamaño apropiado. No use franela. Deben tenerse las mismas precauciones que con el tubo.
El cobre es un metal suave; si remueve demasiado material, quedará floja la conexión, interfiriendo con la acción capilar al soldar. El espacio capilar entre el tubo y la conexión, es aproximadamente de 4 milésimas de pulgada (0.004").
La soldadura puede llenar este espacio por acción capilar. Este espacio es crítico para que la soldadura fluya y forme una unión fuerte.
Se pueden utilizar limpiadores químicos, siempre y cuando se enjuaguen completamente la conexión y el tubo, de acuerdo a las recomendaciones del fabricante del limpiador. Esto neutralizará cualquier condición ácida que pueda existir. Las superficies una vez limpias, no deberán tocarse con las manos o guantes grasosos. Los aceites de la piel o lubricantes y la grasa, pueden impedir que la soldadura fluya y humedezca el tubo.
Rangos de Temperatura - Hasta este punto, los pasos para el proceso de soldadura son los mismos para soldaduras blandas y fuertes; la selección de uno u otro tipo, dependerá de las condiciones de operación. En la práctica real, la soldadura blanda se aplica a temperaturas entre 175 y 290 o C, mientras que la soldadura fuerte se hace a temperaturas de entre 590 y 850 o C.
Aplicación del Fundente - Para soldaduras blandas, decíamos que es indispensable el uso de fundente. En las soldaduras fuertes, algunas no requieren el uso de fundente para soldar cobre a cobre; en uniones de cobre a bronce y cobre a latón, sí se requiere fundente, al igual que en soldaduras con aleaciones de plata.
Los fundentes para soldaduras blandas son diferentes en su composición, a los de soldaduras fuertes, y no deben de intercambiarse. La función del fundente se explicó en el párrafo correspondiente.
Se debe aplicar una capa delgada y uniforme, con un cepillo o brocha; NUNCA CON LOS DEDOS, tanto a la parte exterior del tubo como al interior de la conexión. Ensamble - Después de haber limpiado ambas superficies, y aplicado el fundente en forma adecuada, se deben ensamblar colocando la conexión sobre el tubo, asegurándose que el tubo siente bien contra el tope de la conexión.
Se recomienda hacer un ligero movimiento giratorio hacia uno y otro lado, para asegurar la distribución uniforme de la pasta fundente. Retire el exceso de fundente con un trapo o estopa de algodón. Si se van a efectuar varias soldaduras en una misma instalación, se recomienda preparar todas las de un mismo día de trabajo. Se debe tener cuidado para asegurarse que las conexiones y tubos estén adecuadamente soportados, con un espacio capilar razonable y uniforme alrededor de la circunferencia completa de la unión. Esta uniformidad del espacio capilar asegurará una buena penetración de la soldadura.
Un espacio excesivo en la unión, puede provocar que la soldadura se agriete bajo una fuerte tensión o vibración.
Calentamiento - En este paso deben observarse las precauciones necesarias, debido a que se usan flama abierta y alta temperatura, aunado a la flamabilidad de los gases. El calor, generalmente se aplica con un soplete, aunque también se pueden utilizar tenazas eléctricas.
Los sopletes para soldaduras blandas, comúnmente operan a base de una mezcla de aire con algún combustible, tal como gasolina, acetileno o algún gas LP. Los sopletes para soldaduras fuertes utilizan una mezcla de oxígeno y algún combustible, debido a las altas temperaturas requeridas; el combustible puede ser cualquier gas L.P o acetileno. Recientemente, se han hecho innovaciones en las boquillas para aire/combustible, y ahora se pueden utilizar éstas en una más amplia variedad de tamaños, tanto para soldaduras blandas como para fuertes.
La operación de calentamiento empieza con un "precalentamiento", el cual se hace con la flama perpendicular al tubo, cerca de la entrada de la conexión. Este precalentamiento, conducirá el calor inicial hacia el interior de la conexión, para una distribución pareja por dentro y por fuera. El precalentamiento depende del diámetro de la unión; la experiencia le indicará el tiempo apropiado. La flama deberá moverse ahora hacia la conexión y luego hacia el tubo, en una distancia igual a la profundidad del conector. Toque la unión con la soldadura; si no se funde, retírela y continúe el proceso de calentamiento. Tenga cuidado de no sobrecalentar, ni de dirigir la flama al interior de la conexión. Esto puede quemar el fundente y destruir su efectividad. Cuando se ha alcanzado la temperatura de fusión, se puede aplicar calor a la base de la conexión, para ayudar en la acción capilar.
Aplicación de la Soldadura - Cuando se ha alcanzado la temperatura adecuada, si el tubo está en posición horizontal, comience a aplicar la soldadura en un punto como en el 4 de un reloj. Continúe en el 8, y luego en el 12. Regrese al 6, luego al 10, y finalmente al 2. La soldadura fundida será "jalada" hacia el interior de la conexión por la acción capilar, sin importar si ésta es alimentada hacia arriba, hacia abajo o en forma horizontal. En diámetros de tubería grandes, es recomendable golpetear levemente con un martillo en la conexión, mientras se está soldando, para romper la tensión superficial y que la soldadura se distribuya uniformemente en la unión.
Recuerde que la soldadura se debe fundir con el calor del metal. No la funda con la flama del soplete. Es muy importante que la flama esté en movimiento continuo, y no debe permitirse que permanezca demasiado en un punto como para que queme el tubo o la conexión.
Cuando se haya completado el proceso de soldadura, deberá quedar visible un anillo continuo alrededor de la unión. Si la soldadura falla en fluir o tiende a «hacerse bolas», indica que hay oxidación sobre las superficies metálicas, o el calor es insuficiente en las partes a unir.
Si la soldadura se rehusa a entrar en la unión y tiende a fluir sobre el exterior de cualquiera de las partes, esto indica que esa parte está sobrecalentada o que a la otra parte le hace falta calor.
Enfriamiento y Limpieza - Después que se ha terminado la unión, es mejor dejar enfriar en forma natural. Un enfriamiento brusco, puede causar un esfuerzo innecesario en la unión, y eventualmente, una falla.
Si la soldadura es blanda, el exceso de fundente debe limpiarse con un trapo de algodón húmedo.
Si la soldadura es fuerte, los residuos de fundente se deben remover lavando con agua caliente y cepillando, con cepillo de alambre de acero inoxidable.
Resumen - Si las partes a unir están adecuadamente preparadas, apropiadamente calentadas y si se usa la soldadura correcta, la unión final debe ser sana y firme. Los sistemas con tubería de cobre, cuando son instalados adecuadamente, proporcionarán años de servicio confiable y seguro. Con un entrenamiento adecuado sobre las técnicas de instalación correctas, como las expuestas aquí, le darán al técnico la habilidad de realizar uniones confiables y consistentes en todos los diámetros.


.jpg)





-200x200.jpg)





-200x200.png)

-200x200.jpg)













-200x200.png)
-200x200.jpg)









